射出成形金型産業の発展、金型加工技術の設備更新、さまざまな新しい金型材料の広範な適用、金型部品の標準化と専門化などにより、金型の開発により迅速に適応して設計することが求められています。
速度の向上には、設計セクションを 3 日程度で完了できる必要があります。精度を向上させるためには、設計段階で各部品の加工方法を明確に考慮し、できるだけ高精度で加工コストの低い加工方法を採用する必要があります。
精度と速度の向上は密接に関係しています。速度の向上には必然的に精度の向上が必要になります。精度の向上は必然的に速度の向上につながります。
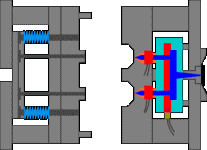
ホットランナーシステム
傾斜屋根のインナーバーブ機構
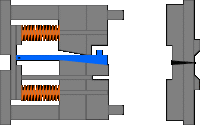
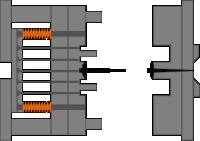
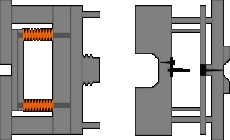
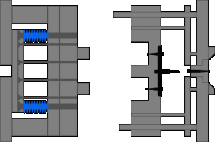
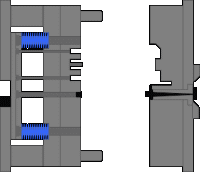
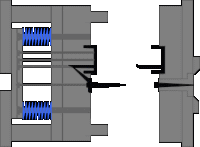
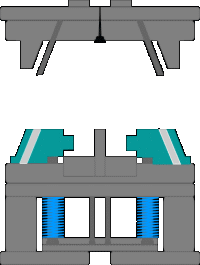
スリーブイジェクト機構
スライダーのアウターバーブ機構
雌ねじ自動緩め・脱型機構
三板金型、針先糊供給、スリーブ排出機構
側壁潜伏糊供給機構

埋め込み部品射出機構
エジェクター潜伏糊供給機構
ハブバーブ機構
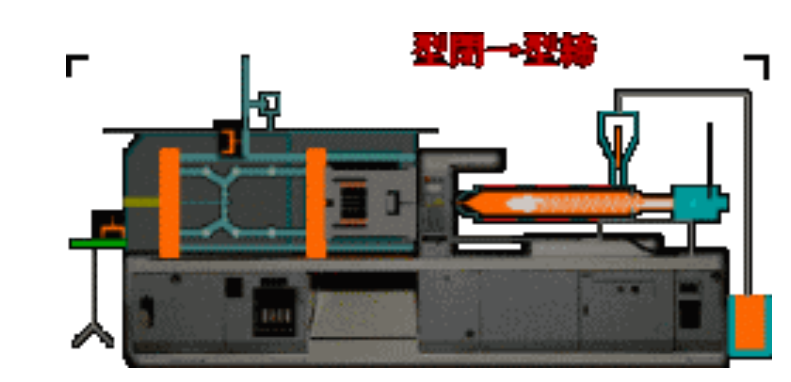
射出成形機
プラスチック金型の基本構造
全体的な機能構造に応じて、プラスチック金型はガイドシステム、サポートシステム、成形部品システム、注入システム、冷却システム、排出システム、排気システムに分類できます。
定義: 射出機のノズルからキャビティまでの金型内のプラスチック流路。メインチャンネル、ランナー、ゲート、キャビティで構成されます。
関連する中国語と英語の比較
CAV.NO No. モールドネスト RUNNER スプルー
GATE ゲート CAVITY キャビティ
構造設計に必要な専門知識とは
、個人的な意見ですので、ご参考までに!間違いがある場合は、修正するメッセージを残してください。ありがとうございます。
投稿日時: 2023 年 5 月 10 日