С развитием производства пресс-форм для литья под давлением, обновлением оборудования технологии обработки пресс-форм, широким применением различных новых материалов для пресс-форм, стандартизацией и специализацией деталей пресс-форм и т. д., все это заставляет нас проектировать быстрее и лучше адаптироваться к разработке пресс-форм.
Повышение скорости требует, чтобы раздел проектирования мог быть завершен примерно за 3 дня;повышение точности требует, чтобы метод обработки каждой детали четко рассматривался в процессе проектирования, а метод обработки с высокой точностью и низкой стоимостью обработки должен быть принят в максимально возможной степени.
Улучшения точности и скорости идут рука об руку.Повышение скорости неизбежно потребует повышения точности;повышение точности неизбежно приведет к повышению скорости.
Горячеканальная система
Внутренний зубчатый механизм скатной крыши
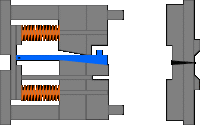
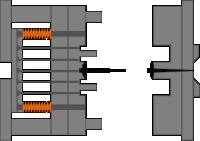
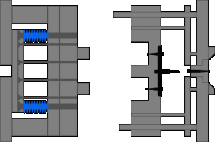
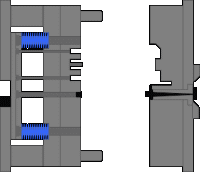
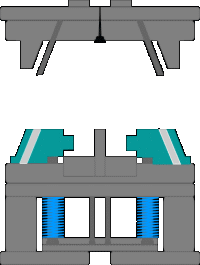
Механизм выброса гильзы
Внешний зазубренный механизм ползунка
Механизм автоматического отвинчивания и извлечения из формы с внутренней резьбой
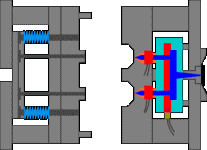
Трехпластинчатая форма, игольная подача клея, механизм выброса гильз
Механизм подачи скрытого клея на боковой стенке

Встроенный механизм впрыска деталей
Эжекторный механизм подачи скрытого клея
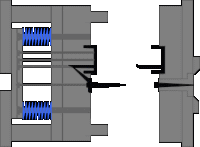
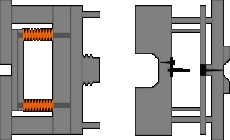
Механизм шипа втулки
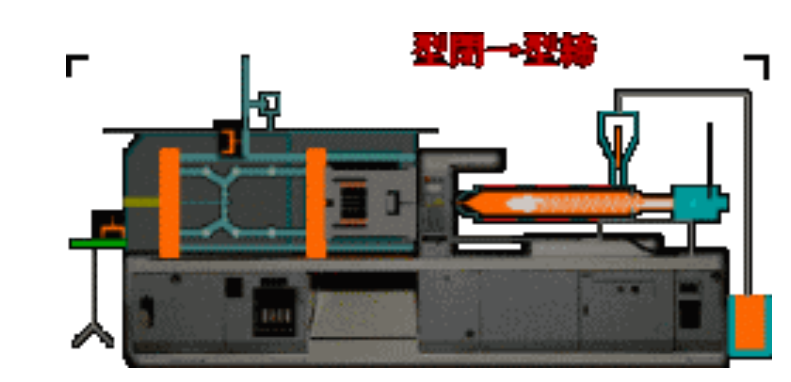
Машина для литья под давлением
Базовая структура пластиковой формы
В соответствии с общей функциональной структурой пластиковые формы можно разделить на: направляющую систему, опорную систему, систему формообразующих деталей, систему заливки, систему охлаждения, систему выброса и систему выпуска.
Определение: Пластмассовый канал в пресс-форме от сопла литьевой машины до полости.Он состоит из основного канала, бегунка, ворот и полости.
Некоторые соответствующие китайские и английские сравнения
CAV.NO № Гнездо формы Литник RUNNER
ВОРОТА ворота ПОЛОСТЬ полость
Какие знания необходимы для проектирования конструкций
, личное мнение, только для ознакомления!Если есть ошибка, пожалуйста, оставьте сообщение, чтобы исправить меня, спасибо!
Время публикации: 10 мая 2023 г.